
RING SINNING YARN DETEKTA SISTEMO



Industria fono
Nuntempe, la efikeco de tekstilaj entreprenoj estas ĉefe tuŝita de laborkostoj, ekipaĵo-stato, komercaj operacioj kaj aliaj faktoroj, ŝpinadprocezo estas la ŝlosila procezo de kvalito de ŝpinejoj, malfacile administrebla, la plej rekta respondo al ĝia administrado estas la datumoj de fadenrompiĝoj. Sekve, kiel detekti kaj redukti rompiĝojn estas la ĉefa prioritato de ŝpinadadministrado. Ni scias, ke 30% ĝis 35% rompoj estas kaŭzitaj de 5% malantaŭaj spindeloj. La tradicia metodo estas eltrovi ĉi tiujn 5% misajn spindelojn per vojaĝado. ,Riparado de mekanikistoj kaj specimenigo de testistoj,sed estas multaj malavantaĝoj.
Ni evoluigis interretan detektan sistemon.Ĝi povas ĝustatempe kaj efike lokalizi la rompopozicion de la maŝino, kaj multe plibonigi la laboran efikecon de la ringaj kadroj.Nia kompanio celas provizi altnivelan inteligentan modifservon por la turnada procezo de tekstilaj entreprenoj,akceli. la altgradigo de la ŝpina ekipaĵo por plibonigi la konkurencivon de la entreprenoj, kaj ŝpari nenian penon helpi la uzantojn maksimumigi la profiton uzante la efikajn kaj inteligentajn rimedojn de produktadkontrolo.
Sistema komponado
La sistemo estas ĉefe kunmetita de monitoraj aparatoj kaj aktuarioj.
La monitora aparato inkluzivas ununuran spindelan monitoran aparaton.
Taktuatoroj ĉefe konsistas el kvar partoj: rompo fotoelektra senta sistemo, vaganta halta nutrado aparato, ilara finkontrola ekrano kaj finrompa averta indiko.Skema diagramo de la sistemaj moduloj estas montrita kiel bildo 1 sube. (Inter ili, turniĝanta administra platformo inteligenta turniĝanta nuba sistemo, energikonsuma monitorado, medio-monitorado, rompo kaj malforta torda turlampo indiko, spandex-agordo, suĉa ventumila rapideco, siro-agordo estas laŭvolaj moduloj, sen laŭvolaj moduloj tiam ne montros respondajn datumojn. ).
Sistemaj Funkcioj
La monitora kaj kontrola sistemo havas la funkciojn de unuopa maŝino indikilo kaj ekrano, ilara finmontrado, laboreja ekrano, ĉefa servila ekrano, vaganta finrompo ĉesi nutradon, ĝustatempa malkovro de rompo kaj preciza poziciigado, helpas ekkompreni la ŝlosilajn punktojn de la kvalito de. la turnada procezo, reduktas laborojn kaj malŝparon kaj plibonigas kvaliton.
Ĝia precipe elstara estas, ke la sistemo aldonis la produktado-administradsistemon por turnado. Ĝi povas kolekti datumojn de la amasaj datumoj, generi diversajn grafikajn kaj tekstajn raportojn laŭ la bezonoj de klientoj, helpi la fabrikan teknologion kaj administran personan analizi, administri kaj fari decidojn, kaj provizi la oportunon de administrado por la uzantoj.
La produktadmastruma sistemo ĉefe inkluzivas la jenajn funkciojn:
A) Kapabla montri spindelojn kun paŭzo-rompoj, ĝustatempe trovi eraran spindelon kaj sciigi mekanikiston por ripari;
B) Ne necesas manlibro por kontroli paŭzkvantojn de 1000 spindeloj/horo kaj forigo-paŭzoj povas esti viditaj interrete iam ajn;
C) Ne necesas manlibro kopii la produktokvanton de ĉiu deĵoro, la sistemo aŭtomate generita;
D) Povas montri spindelon rapidon, eviti malaltan rapidon spindelon kaj redukti malfortan tordon;
E) En ajna momento, povas kontroli la variojn de ŝpinado kaj maŝinaj kondiĉoj por varioplanado;
F) Kapabla vidi la funkciadon kaj funkciadon de ĉiuj maŝinoj;
G) Povas vidi la rilaton de rapido kaj aliaj parametroj iam ajn kaj povas optimumigi rapidecon.
Sistemaj trajtoj
La monitora kaj kontrola sistemo de la ringa kadro estas informa kaj inteligenta rimedo. Ĝi povas registri ĉiujn datumojn kaj fari la laboron pli malferma kaj travidebla, tiel helpante la administradon de la laborgrupo, kaj provizante sciencan bazon por la entrepreno por decido. kaj optimumigi procezon.La sistemo havas sube evidentajn trajtojn
A) Ne estas drata konekto inter ĉiu sensilo.Rekta enmeto.
B) La fotoelektra (aŭ elektra magneta) sondilo havas la avantaĝojn de precizeco kaj sentemo, sondilo estas malgranda, la instalado distanco inter la sondilo kaj ringo estas granda, kaj neniu influo sur peking fadenoj kaj la anstataŭigo de vojaĝanto.
C) La vaganta halta nutrado aparato taŭgas por paralelaj kaj V redaktaj formoj. Ĝi adoptis flekseblajn modulajn konekton, ne bezonas kromajn cirkvitajn liniojn, aŭtomate identigas la spindelon, kun simpla strukturo kaj oportuna instalado kaj bontenado. Sentiveco de la vaganta halta aparato ene de 4 sekundoj. .
D) Ĉiu aro kun ekrano kun homa-maŝina interfaco, provizas rapidajn operaciojn por la laboristoj kaj la mekanikisto.
E) Dezajno kun wifi-funkcio, por estonta fora servo, tekkomputilo kaj stabila sendrata konekto.
Signifo de paŭzo-monitora modulo
La modulo de detekto de paŭzoj de la sistemo ĉefe reflektas sur la lampo kaj la ekrano. Malsamaj montraj kategorioj reprezentas malsamajn signifojn.Detaloj kiel sube formo 1.
| Pozicio | Kategorioj | Impliko |
| Ŝpinilo pozicio | Blua lumo palpebrumo | rompas |
| Ruĝa lumo palpebrumo | kulpo | |
| Ruĝa lumo ŝaltita | Malforta tordaĵo | |
| Purpura hela palpebrumo | Sensilo estas kovrita | |
| lampo | Verda lumo ŝaltita | 1-4 paŭzoj |
| Flava lumo ŝaltita | 5-9 paŭzoj | |
| Ruĝa lumo ŝaltita | 10-24 paŭzoj | |
| Ruĝa lumo palpebrumo | Rompas super 25 | |
| 2 koloroj alternas palpebrumon | Redakta averto/manko de la motherboard | |
| Montru | Litero b+numero | Rompi kvanton |
| Litero E+numero | Malforta torda kvanto | |
| Litero F+numero | Kvanto de kulpo |
Adaptitaj maŝinaj ĉefaj teknikaj parametroj
Monitora sistemo adaptita al sub formo de 2 parametroj, aliaj parametroj personecigitaj laŭ postuloj.
| Ne. | Ero | specifo |
| 1 | Taŭga por fadena speco | 14-100-aj jaroj kotono kaj miksaĵo |
| 2 | Nombroj de spindeloj | Mallonga kadro 、 Longa kadro |
| 3 | Tipo de redaktado | paralela kaj V redaktado |
| 4 | Ŝpinilo mezurilo | 68.75MM、70MM、75MM |
| 5 | Diametro de ŝafto lulilo | 28MM、40MM |
| 6 | Tipo de ringo | Ebeno、Konusa |
| 7 | Ŝpinilo nombro | De ilara fino (L/R) en Ordo |
Sistema teknika specifo
La sistemo povas realigi inteligentan realtempan interretan monitoradon. Ĝia funkcia principo kaj labordiagramo estas montritaj en tabelo 2 kaj tabelo 3 respektive.
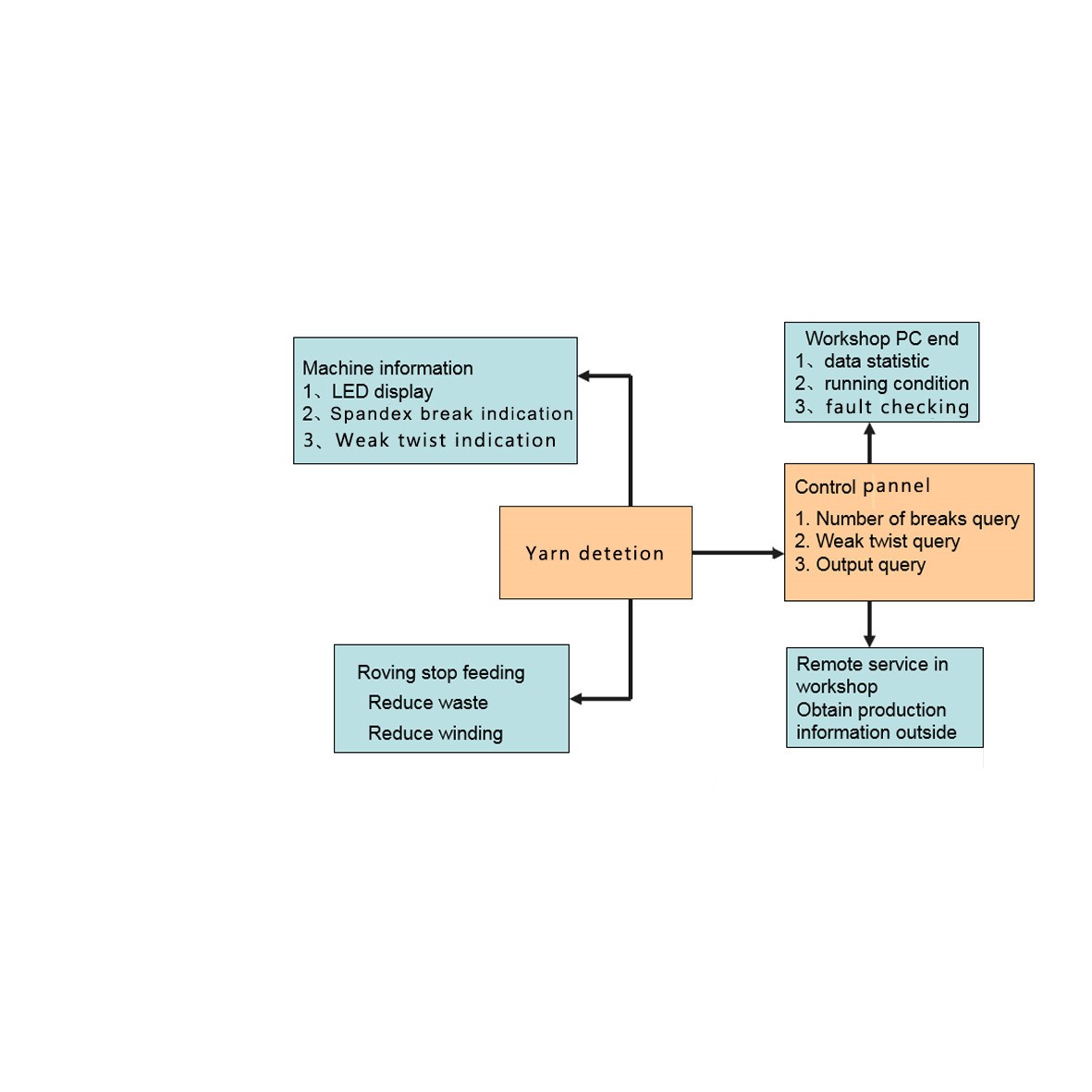
Funkcia principo de detekta sistemo
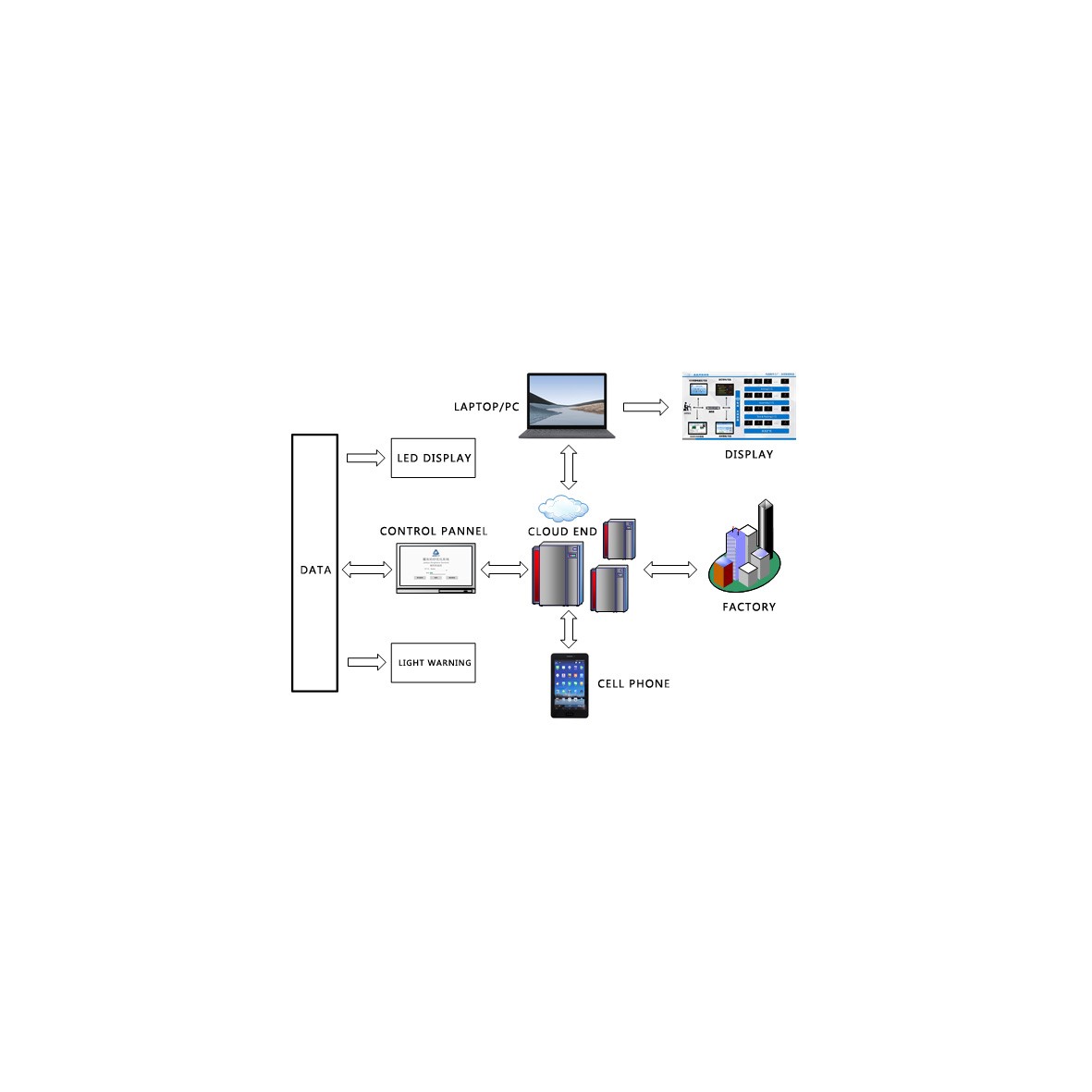
Diagramo de laboro por detekta sistemo de fadeno
La monitora sistemo de turnada kadro estas inteligenta, informa kaj malpeza. Ĝiaj ĉefaj teknikaj specifoj estas montritaj en Tabelo 2 malsupre.
| Ero | Enhavo | JADEYO ununura spindela monitora sistemo 2.0 |
| Aparataro | Agado de sensilo | Fotoelektra, Magneta |
| Specifo de sensilo-tabulo | 24 spindeloj 0.7kg | |
| Uzanta fino tipo | Subtenu komputilon, poŝtelefonon, tekkomputilon, pojnojn ktp. | |
| Vaganta halto | Samtempe kiam paŭzo okazas | |
| Kontrolo de desegnado | Montru rulan diametron, nunan rapidon | |
| Monitorado de produktado | Montru specon de fadeno, indicon de produktado, longon, rendimenton, tempojn de forigo ktp. | |
| Paŭzoj okazis/1000 spindeloj/horo | Enreta kontrolu spindelrapidecon kaj finrompojn okazis/1000 spindeloj/horo | |
| Doffing rompas analizon | Enreta kontrolu spindelrapidecon kaj paŭzoj okazis/1000/horo de ĉiu forigo | |
| Alarmo pri finrompoj | Sensila lumo palpebrumo, ilara finregilo montras romppozicion kaj ekrano montras rompkvanton | |
| Malgranda tordo | Sensillumo ŝaltita povas surrete kontroli spindelan rapidon, rompi kvanton | |
| Maniero de transdono | La integra cirkvito-tabulo facila enmeto | |
| programaro | Retoj kun aliaj monitoraj aparatoj | Plurmaŝinreto povas formi turnadon kaj finrompan monitoran reton. |
| Uzado de parametrotabelo | Ekzistantaj raportoj povas esti ĝustigitaj laŭ bezonoj, kaj poste povas esti personecigitaj por disvolvi kaj starigi novajn raportojn. | |
| Kundivido de datumoj | Datumoj estas plene malfermitaj, datuminterfaco subtenas Eterreton, kongrua kun HMES-produktada ekzekutsistemo, ERP-rimeda planadsistemo, OA-oficeja sistemo ktp. | |
| Ĝisdatigaĵoj pri programaro | Povas esti evoluigita denove kaj havi ekspansion funkcion | |
| Kvalita normo | Ĉiuj spindeloj en linio detektado | Preciza sen misinformado |
| Ĉiutaga malsukcesa indico de detektado de enketo kaj aliaj elektraj komponantoj | Ene de 1/10000, la servodaŭro estas pli ol 10 jaroj |





