
kompakta turniĝanta transformo









Kompakta turnada principo
La celo de kompakta ŝpinado estas aranĝi la fibrojn en tute paralela kaj proksima pozicio, tiel eliminante la ŝpinan triangulon. Do ĉi tiu proksima kaj paralela aranĝo de fibroj antaŭ tordado povas plibonigi la strukturon de la fadeno, la mekanikajn kaj fizikajn ecojn kaj la forton de la fadeno. Mallonge, kompakta ŝpinado celas kompaktigi la fadenfibrojn de la elira punkto de la antaŭa supra rulpremilo.
Nia kompakta aparato celas aranĝi la fibrojn dense de la pinĉpunkto de la fadeno (antaŭa supra rulpremilo) ĝis la torda fino per starigado de aparatoj kiel negativa prema tubo, retantaŭtuko kaj rapidumujo, kiuj povas forigi la turniĝantan triangulon.
Kompakta turnada principo
* Dramece reduktita hareco: Uster H-valoro ĝis 30%, Zweigle S3 ĝis 80%
* Tre plibonigita forto: 10-20% pli alta
* Pli malalta neegalaĵo de fadeno kaj pli malaltaj IPI-valoroj: ĝis 35%
* Pli alta plilongigo: je 10 ĝis 15%
* Kun pli malalta tordaĵo (ĝis 10%) por sama fadenforto, produktiveco pliiĝas
* Fina rompiĝofteco reduktita je ĝis 60% plibonigante maŝinefikecon (sama rapideco kaj tordaĵo)
* Malpli da muŝgenerado helpas en pli bonaj laborkondiĉoj
Pliigitaj kurbiĝemaj rapidoj
* Unufadena kompakta fadeno povas anstataŭigi la konvencian dufadenan fadenon
* La rendimento de varpigado kaj trikmaŝino pliiĝis je 10-15% pro pli alta forto;
* La konsumo de apretiga kemiaĵo malpliiĝas pro malpli da nombro da elstarantaj fibroj;
* Malpli da hareco, pliigo de la efikeco de teksilo kaj reduktita generado de muŝoj;
* En finitaj produktoj, malpli da piliĝo-tendenco, pli bona tuŝo, brilo de ŝtofo
* Plibonigita sorbado de tinkturlikvaĵo pro malalta tordiĝo de fadeno, malpli da tinkturlikvaĵo (ĝis 5%) necesas
* Ŝparado de krudmaterialo - malpli da kombilo-brustpeco ĝis 6%
Kompakta Skiza Sistemo sur Pneŭmatika supra brako
| Redakcia Sistemo Partoj | |
| Por instali la krampon sur la rulstablo, boru truon ĝisfunde sur la rulstablo. Ĉi tiu krampo estas por teni la kompaktan suĉtubon. | 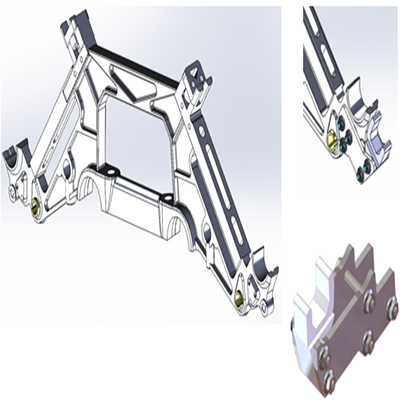 |
| Kompakta floko estas instalita sur la supra brako de la maŝino de risortŝarĝita aŭ pneŭmatika | 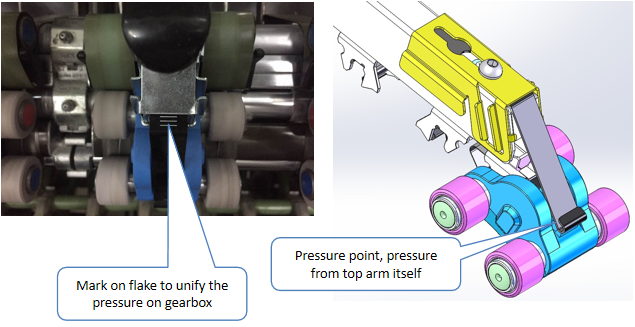 |
| Rapidumujo kun kaŭĉukaj apogiloj. Ni forigos la antaŭan supran rulpremilon de la maŝino kaj fiksos ĝin sube de la kompakta rapidumujo. | 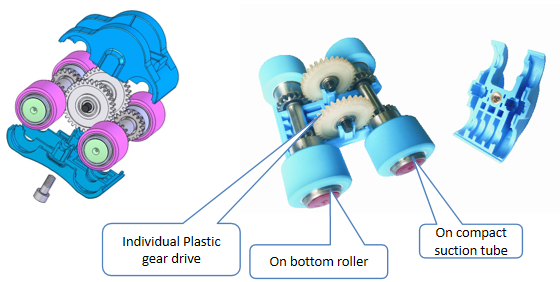 |
| Suĉtubo kun streĉstango kaj antaŭtuko | 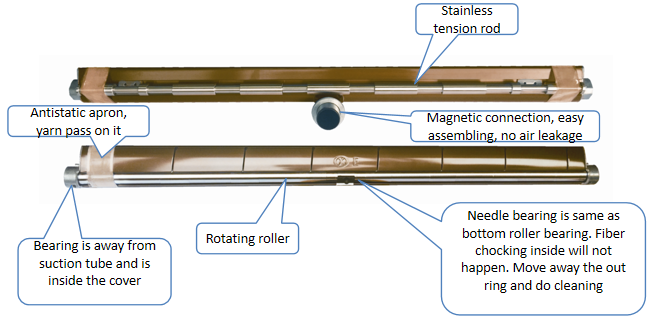 |
| La originala Pneumafil-fluto estos anstataŭigita per la nia. | 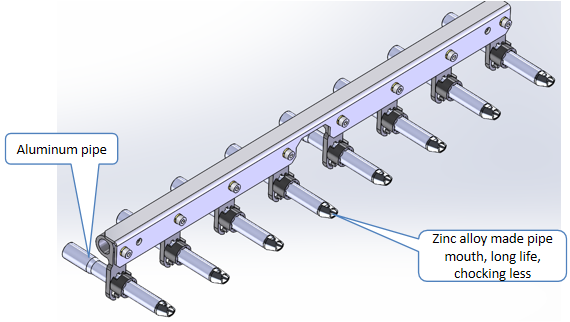 |
| Kompakta Suĉsistemo (Suĉmotoro kaj ventolilo donas negativan premon por kompaktigi la fadenon. Pri kompakta suĉsistemo ni povas desegni laŭ la maŝinloko kaj fabrika aranĝo. Jen kelkaj proponoj por referenco) | |
| Propono pri suĉsistemo 1 | 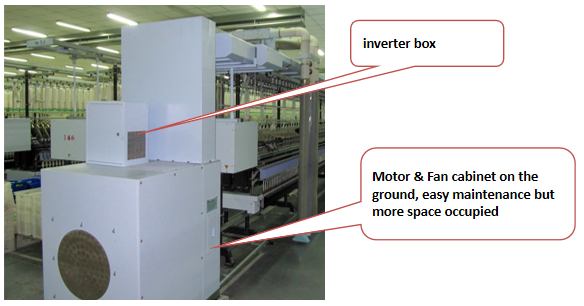 |
| Propono pri suĉsistemo 2 | 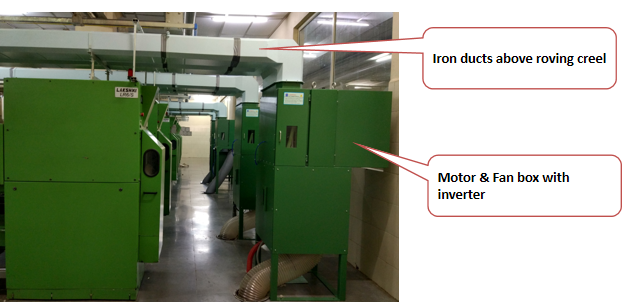 |
| Propono pri suĉsistemo 3 |  |
| Tubkonekto | 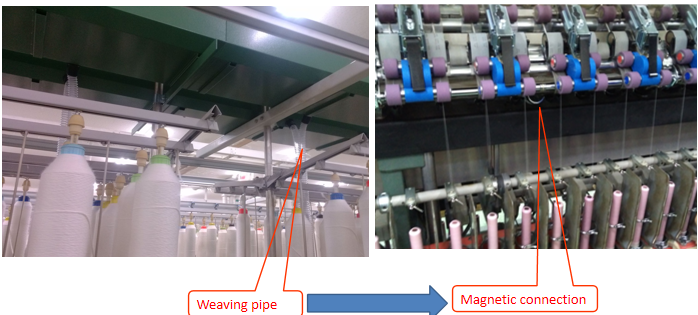 |
| Sistemo por kolekti rubfibrojn. Negativa premo de aero rekte rilatas al la kvalito de la fadeno. Se la premo falas dum ŝpinado, la kvalito de la fadeno estos malbona. Kiel konservi egalan premon por ĉiu spindelo? Ni provizas aŭtomatan skrapan sistemon. | 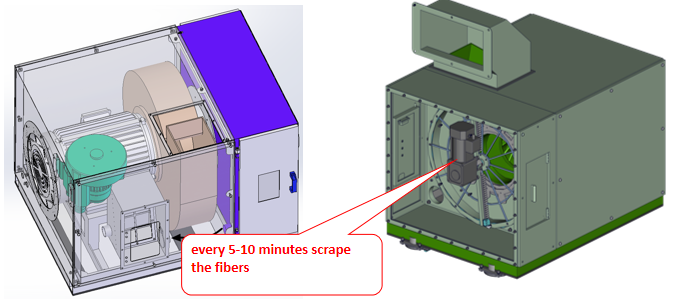 |
| Mezurilo de aerpremo por suĉado de duktoj kun alarmilo |  |
Prizorgada horaro por 20-sezona kardita kotono:
1. Ĉiutage kontroli ajnan difekton de bebolitoj, blokadon de pneumafil-fluto, blokadon de negativa prema tubo;
2. Unufoje en 7-10 tagoj por purigi la negativan preman tubon;
3. Polurigado de fadenoj devas esti farita unufoje ĉiujn 45 tagojn (depende de la kvalito de la fadeno) kaj la sama streĉproporcio devas esti konservata;
4. Unufoje ĉiujn 30 tagojn necesas plena purigado de la maŝino;
5. Dum plena maŝinpurigado, la duktofina kovrilo devas esti malfermita kaj la kompakta motoro devas esti funkciigita permane por purigi la dukton;
6. Se okazas ia ajn troa ŝtopiĝo, bonvolu purigi ĝustatempe.
Energikonsumo
| 1824 spindeloj/ Maŝino | motora kapacito | ABB-invetilo | energikonsumo/spindelo | negativa tuba fendvaloro |
| Kompakta por unuopa fadeno | 22kw/60hercoj
| 22kW | 7-8 semajnoj | 2,5-2,8 kcal/pa |
| Kompakta por siro-fadeno | 22kw/60hercoj | 22kW | 8-9 semajnoj | 1,6-1,8 kPa |





